

TOP > 技術コラム > 薄板板金とは?薄板板金のポイントから事例までご紹介!
薄板板金とは?薄板板金のポイントから事例までご紹介!
板金と一口に言っても、その種類はさまざまです。
厚みのある構造部品のようなものから、シム板のような薄い部材まで、用途や加工方法によって大きく異なります。
本コラムでは、その中でも「薄板板金」に焦点を当て、その特徴や加工のポイントについてご紹介します。
【目次】
薄板板金とは?

薄板板金とは、一般的に板厚0.5~2.0mmの金属板を対象とした板金加工を指します。薄板板金は自動車部品、精密機器、筐体、電子機器の外装など幅広い分野で使用されています。
その最大の特徴は「軽量でありながら、強度や剛性を確保できる」点です。曲げや絞りといった加工や設計上の工夫によって、薄板でも高い強度を実現できます。また、薄板は熱伝導性や導電性が高い材料も多く、放熱板やシールド部品としても重用されます。
一方で、板厚が薄いがゆえに加工中に反りや歪みが発生しやすく、寸法精度の確保が難しいという課題があります。特に溶接やレーザー加工では熱による変形が顕著に現れるため、治具による固定や入熱管理などの工夫が不可欠です。さらに、外観が製品品質に直結するため、傷や打痕、指紋汚れを防ぐことにも注意が必要です。
つまり薄板板金は、軽量化と高精度を両立できる一方で、加工や品質管理が難しいという特徴があります。
薄板板金の設計・加工ポイント
上述のように、薄板板金は加工屋品質管理が難しいという点がありますが、加工や設計時のちょっとした工夫で、より良い製品づくりにつなげることができます。下記にそのポイントを一部ご紹介いたします。
ポイント①:板厚の選定と材料費のバランスを考慮して設計し、コストダウンを図る
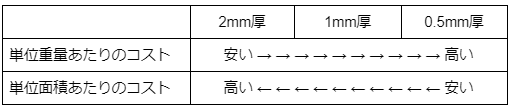
精密板金のコストは、主に材料費と加工費に大別されます。例えば、ステンレス鋼板の場合、価格はキロ単価(単位重量あたりの価格)を基準として取引されていますが、キロ単価で見ると2mm厚の鋼板が最も安価になります。
しかし、必要な面積あたりのコストである㎡単価で考えると、板厚が薄い方が単位面積あたりのコストは下がります。常識的に精密板金に採用できる板厚から考えると、単位面積あたりで一番コストメリットがあるのは0.5mm厚のステンレス鋼板になります。ただし、0.5mm以下の板厚は価格が上昇していく点に注意が必要です。
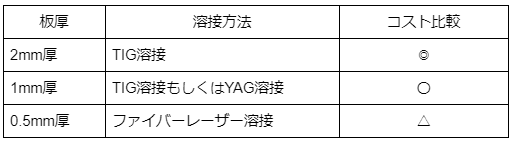
さらに加工費を考慮すると、最適な板厚は変わります。例えば、100mm角の箱形状の精密板金を製作する場合、1mm厚が最も安価になるケースがございます。これは、0.5mm厚は材料費が最も安い一方で、それに必要な溶接がファイバーレーザー溶接に限られてしまい、溶接費が高くなってしまうためです。したがって、ステンレスの場合、コストダウンを考える上で、溶接の有無や範囲を考慮しつつ、まずは1mm厚を検討しながら設計を進めることを推奨します。
他の材質でも同様に、材料費と加工費を鑑みながら、板厚を設定する必要があります。
>>ステンレス材が高騰する中、一体どの板厚を選択すれば安くなるのか?
ポイント②: 加工可能範囲を把握した上で依頼をする
薄板板金は、溶接や曲げ加工を行う際に、下記のように割れなどのトラブルが生じやすいという特徴がございます。
●溶接の場合
薄板溶接、特にニッケル板のように溶接難易度が高い材質を扱う際は、高温割れや耐食性の低下を防ぐため、溶接入熱量の厳格な調整が必須になります。当社では、高い溶接技術を活かし、ファイバーレーザー溶接や貫通溶接などを用いて、品質の安定に貢献しています。
<溶接方法の詳細な内容はコチラ>
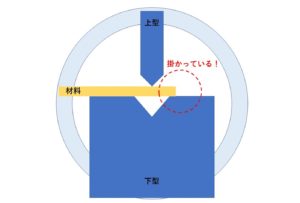
●微細曲げの場合
1mmにも満たない立ち上がり(最小0.6mmの実績あり)の微細曲げを行う際は、下記のような専用のV金型を用いて加工します。上型は先端が細く薄いため、破損しやすい上に、セッティングや圧力調整を曲げ加工を熟知した職人が慎重に行う必要がございます。
当たり前のことですが、上述のようなトラブルを避けるには、板金加工業者がどんな加工ができるかを把握した上で製作依頼をする必要があります。
ポイント③:工法転換によって、歪みやコストなどの課題を解決する
薄板板金において、技術的な問題で製作ができないといったは、工法転換によって解決できることが多くございます。下記がお客様のご要望に対する当社の工法転換提案です。
●円筒形状の場合は、2本ロール加工を検討する
薄肉で小径の円筒/パイプを製作する場合、従来の3本ロールでは末端がストレートになりやすく、切り欠きや長穴形状があると綺麗な円形にならないという問題があります。
当社では、2本ロール加工を採用することにより、均一な圧力で板材の末端まで一気に曲げることができ、曲げ跡のない美しい円筒形状を実現できます。また、切り欠きや長穴形状も綺麗に巻くことができ、最小径φ14mmの小径ロール加工にも対応可能です。
●スリットとツメの活用で表面の溶接ビードを無くす
他の部品と組み合わせるために表面に溶接ビードの凹凸を無くしたい場合は、下記のように、展開時に板厚幅のスリットとツメを付け、裏面から溶接する構造にすることで、表面にビードを出さずに溶接できます。これにより、表面からの溶接と比較して歪みが格段に小さくなるというメリットもございます。


●ベンダー曲げ加工が難しい場合、スリット曲げ加工を検討する
ベンダー曲げが難しい形状に対しては、曲げ部分にスリットを入れて手曲げを行うスリット曲げ加工も有効な提案になります。スリット曲げを採用することで、専用型が不要になりスピーディーに製作でき、また、製品によっては溶接よりも比較的安価に(約15%の加工コスト削減例あり)対応できる場合があります。ただし、気密性や水密性を必要とする製品、細かい曲げ精度が要求される製品には適しません。

このように、工法転換を行うことで、加工が難しい形状でも、対応できることがございます。当社ではこうした工法転換などのご提案を行うことができますので、他社から断られてしまったという場合にも、お気軽にご相談ください。
当社の薄板板金の製品事例
当社は薄板板金や薄板溶接をもっとも得意としており、長年の薄板板金の知見から、お客様がその製品で実現したいこと、目的や使用条件などをお伺いした上で、最適な形状・構造のご提案が可能です。実際にお客様のご要望を実現した当社の製品事例を多数掲載をしておりますので、下記より薄板板金の製品事例をご覧ください。

薄板板金に関するよくあるご質問
Q. 薄板板金とはどれくらいの板厚の加工のことを指しますか?
A. 一般的には厚さ0.5~2.0mmで加工したものを薄板板金と言います。当社でも2.0mm以下の板厚の加工を薄板板金と言います。但し、工程等で対応スペックが変わりますので、詳しくは下記よりご確認ください。
Q. どんな材質に対応していますか?
A. 当社では、アルミ・鉄・SUS・チタンなどの材質に対応しています。詳しくは下記よりご確認ください。
Q. 薄板板金の場合、気密性はしっかりとれますか?
A. 薄板板金でも、気密性を保った製品の製作が可能です。当社ではリーク検査も行っております。当社の溶接でどれだけ気密性ができるのかをYoutubeで解説しています。下記よりご覧ください。
>>【薄板溶接ってエアー漏れしないの?】気密性テストしてみた!
Q. どれくらいのサイズまで対応できますか?
A. 当社が対応できる加工サイズは下記を参照ください。
但し、薄板板金に関しては、薄板で大きなものを加工するとダレることがあるので、板厚での限界があります。また1mm以下の板厚に関しては、レーザー加工機の成約がありますので、加工できるサイズが異なります。
Q. 薄板の加工は何が難しいのですか?
A. 薄板の加工は、切断・溶接にしても、熱による変形・ひずみが起こりやすく、難しいと言えます。よろしければ、当社の薄板板金の事例より、どんな加工や製品が製作できるかを一度ご確認ください。
薄板板金なら(株)マツダにお任せ!
薄板板金・薄板溶接は、㈱マツダのもっとも得意とする技術です。薄板溶接に特化した、ハンディタイプのYAGレーザー溶接機を用いて、0.3mmからの薄板板金・薄板溶接加工に対応しています。また、薄板の切断に関しても、例えばステンレスシムのレーザー切断加工なら0.05mmから対応しています。
さらに薄板板金は溶接による歪みや強度などで問題となるケースが多くありますが、㈱マツダでは長年の薄板板金の知見から、お客様がその製品で実現したいこと、目的や使用条件などをお伺いした上で、最適な形状・構造のご提案をさせて頂きます。

この記事を書いた人
中村 義人(株式会社マツダ 統括マネージャー)
精密板金に携わって35年以上。幅広い金属加工の知識と経験から蓄積されたノウハウをもとに、
微細溶接の技術は8年前から本格的に技術開拓中。
工場板金検定1級を取得し、実務と資格を両立させた技術力で、板金加工・溶接の現場に貢献しています。

