



- メリット1
板厚0.05mmから溶接! - 当社独自の薄板溶接技術とファイバー溶接機で、極限の薄板・微細溶接もお任せ!
- メリット2
1.0角の微小・微細な溶接品でもお任せ! - 微細な溶接品でも、治具設計・製作の社内一貫対応で精密かつ正確な溶接が可能!
- メリット3
超スピード対応! - 微細溶接専門エンジニアがプログラムから展開・切断・仕上げ・曲げ・溶接まで一気に加工!




")




")

のニッケルタブ溶接")
")



")








微細溶接")












| 0.02mm | 0.05mm | 0.1mm | 0.2mm | 0.3mm | 0.4mm | 0.5mm | 0.8mm | |
|---|---|---|---|---|---|---|---|---|
| ステンレス | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |
| アルミニウム | ― | ― | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |
| チタン | ― | ― | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |
| 銅 | ― | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |
| 鉄 | ― | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 |




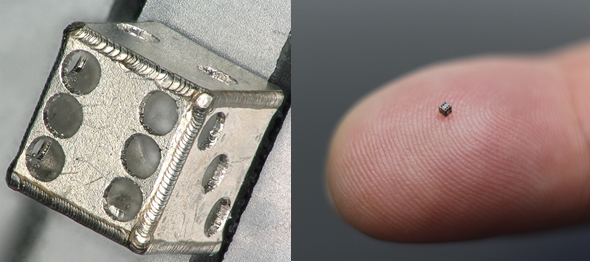
当社独自の薄板溶接技術 と 特殊ファイバー溶接機で、極限の薄板溶接・微細溶接に対応!
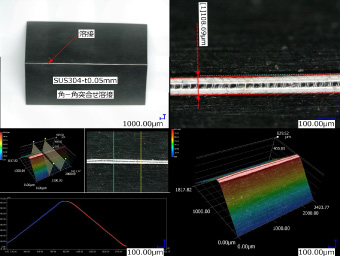 ㈱マツダでは、これまでYAGレーザー溶接機を用いた薄板溶接品をご提供してきましたが、この薄板溶接技術を最大限に活かした上で、特殊なファイバーレーザー溶接機を駆使することで、板厚がなんと0.05mmからの薄板溶接 微細溶接を行うことが出来ます。通常、薄板溶接に向いていると言われるYAGレーザー溶接機では板厚0.3mmまでが限界で、さらに溶接が出来たとしても熱による歪みが発生していましたが、当社はそうした問題もクリアしながら、板厚0.05mmからの薄板溶接を行うことが可能です。歪みが発生するので仕方なく板厚を上げていた、あるいは断念していた薄板溶接品は当社に任せてください。
㈱マツダでは、これまでYAGレーザー溶接機を用いた薄板溶接品をご提供してきましたが、この薄板溶接技術を最大限に活かした上で、特殊なファイバーレーザー溶接機を駆使することで、板厚がなんと0.05mmからの薄板溶接 微細溶接を行うことが出来ます。通常、薄板溶接に向いていると言われるYAGレーザー溶接機では板厚0.3mmまでが限界で、さらに溶接が出来たとしても熱による歪みが発生していましたが、当社はそうした問題もクリアしながら、板厚0.05mmからの薄板溶接を行うことが可能です。歪みが発生するので仕方なく板厚を上げていた、あるいは断念していた薄板溶接品は当社に任せてください。


微小溶接品・微細溶接品でも、治具の社内一貫設計・製作で正確かつ精密な溶接が可能!
昨今、ますます小さく、そして薄いものへの溶接が要求されることが多くなってきました。こうしたご要求においては、小さな製品をいかに正確に、品質を安定させて溶接を行うか?という事が課題になります。この点、㈱マツダではこれまでの薄板溶接品を設計・製作するノウハウを最大限活かしつつ、薄板溶接・微細溶接の専用治具を社内で一貫設計・製作することでこの課題をクリアしています。また微細溶接においては顕微鏡もフル活用した上で溶接を行っています。設備や溶接ノウハウはもちろん、治具設計・製作技術と製造体制を万全に整え、お客様からの期待にお応えします。


微細溶接・薄板溶接専門エンジニアが、プログラムから展開・切断・仕上げ・曲げ・溶接まで一気に加工!
 ㈱マツダは、薄板溶接・微細溶接が得意なだけではありません。当社の本当の強みは「超多能工化集団」にあり、薄板溶接専門設備のほか、エンジニア全員が7台のCADを駆使し、各人がプログラムから展開・切断・仕上げ・曲げ・溶接まで一気に加工を行うことができるのです。もちろん、薄板溶接品・微細溶接品における形状・材料のご相談、コストダウンやVA・VEの相談にもお答えすることが可能です。薄いもの、小さいもの溶接品なら、まずは㈱マツダに問い合わせてみてください。
㈱マツダは、薄板溶接・微細溶接が得意なだけではありません。当社の本当の強みは「超多能工化集団」にあり、薄板溶接専門設備のほか、エンジニア全員が7台のCADを駆使し、各人がプログラムから展開・切断・仕上げ・曲げ・溶接まで一気に加工を行うことができるのです。もちろん、薄板溶接品・微細溶接品における形状・材料のご相談、コストダウンやVA・VEの相談にもお答えすることが可能です。薄いもの、小さいもの溶接品なら、まずは㈱マツダに問い合わせてみてください。
ファイバーレーザー溶接やYAGレーザー溶接は、TIG溶接などに比べて溶接強度はどうなのか?というお問い合わせをよく頂きます。要求される強度は用途により様々なので一概には申し上げることはできませんが、当社ではこうしたお客様のご要望にお応えすべく、工業試験所にて引っ張り強度試験を行っています。まずは下記をご覧ください。なお、個別のご相談にもお応えしますのでお気軽にお申し付けください(有償となる場合があります)。
テストピース 引張り強度試験データ
| Tig溶接 | YAG溶接 | Fiber溶接 | ||||||
|---|---|---|---|---|---|---|---|---|
| 材質 | 板厚 | 一体物 | 片面 | 両面 | 片面 | 両面 | 片面 | 両面 |
| SUS304-2B | t1.0 | 19.120Kn | 13.331Kn | 15.690Kn | 9.857Kn | 16.987Kn | 3.034Kn | 5.870Kn |
| 一体物との強度比較 | 70% | 82% | 51% | 88% | 16% | 30% | ||
| SUS304-2B | t0.5 | 8.585Kn | 3.726Kn | 6.402Kn | 3.031Kn | 5.792Kn | ||
| 一体物との強度比較 | 44% | 75% | 35% | 67% | ||||
| SUS304-CSP | t0.3 | 9.295Kn | 1.502Kn | 3.339Kn | ||||
| 一体物との強度比較 | 16% | 36% | ||||||
| SUS304-CSP | t0.1 | 3.146Kn | 0.831Kn | 1.577Kn | ||||
| 一体物との強度比較 | 26% | 50% | ||||||
| SUS304-CSP | t0.05 | 1.532Kn | 0.971Kn | 1.041Kn | ||||
| 一体物との強度比較 | 63% | 68% | ||||||
試験条件
- テストピース :150mm×25mm
- 溶接方法:全溶接
- 試験機:島津製作所製 万能材料試験機UH-500XR
その他
- 富士工業技術支援センターにて実施。
- グレーの部分は、該当する溶接方法には適さない板厚のため、試験範囲外とした。
- ファイバー溶接においては、板厚が薄くなればなるほど一体物との強度差が小さくなる傾向がある。


設計者に押さえて欲しい!微細溶接におけるポイントとは?
今回は、設計者に抑えて欲しい!微細溶接におけるポイントについてご紹介いたします。それはズバリ!「精密な切断精度まで含めて設計すること」です。何故なら微細溶接に使用する溶接機はレーザー径がφ0.1mmであるため それ以上の隙間が空いてしまったりすると微細溶接はできません。
続きを読む
薄板溶接って歪むんでしょ?というギモンに答えてみました。
時流は薄板による軽量化・小型化を求めています。薄板溶接を行う上で付き物の悩み「歪み」について、お悩みの方も多いのではないでしょうか。溶接の種類を変えることで、歪みに違いが出ることは知られていると思いますが、今回は、「YAG溶接」と「ファイバー溶接」での歪みの発生の違いを実際に溶接した写真を交えながらご紹介したいと思います。
続きを読む
φ0.5の極薄・極小パイプに歪みのない溶接はできるか?
微細・薄板溶接技術に取り組む中で、最近はパイプ溶接の依頼を受ける事が多くなってきました。分野を問わず器具・機器などを様々な製品の小型化・軽量化が進む中、パイプもさらに細く・薄く・小さくといったトレンドが生じており、これまでの溶接技術ではこの動きに追随できない、という事が発生しているのではないでしょうか。
続きを読む
【薄板溶接 VE事例】精密板金のコストダウンと軽量化を薄板化で実現!
薄板に対する溶接を実現することができれば、それが軽量化に繋がることはこれまでの技術コラムでも申し上げてきましたが、<過去の軽量化事例はコチラ>・今ある形を「そのままに」精密板金を軽量化する方法・アルミとステンレス、どっちが軽量化に適してる?!今回は薄板溶接による軽量化に加えてコストダウンも実現した事例をお伝えしたいと思います。
続きを読む
ファイバーレーザー加工機による、薄板溶接品の精度向上
極薄板を溶接するにあたって、特に注意しなければいけないのが溶接母材の歪みですが、もうひとつは「薄板の切断精度」です。弊社で使用しているファイバーレーザー溶接機は、Tig溶接やYAGレーザー溶接に比べ、ビーム径が約0.1mm程度とさらに細くなります。そのため、溶接母材の合わせ面が粗かったり、歪んだりしていると母材同士を合わせた時にわずかな隙間が空いて溶接することができません。
続きを読む
薄肉小径・切り欠き長穴などの特殊オーダー円筒/パイプは板金加工で製作する
部品の小型化・軽量化が進む中、パイプ製品に関しても細く、薄く、小ロット、または複雑形状を実現したいというニーズが高まっています。ただ、こうしたニーズに応えようとすると従来の加工技術では難しいことがあります。なぜ難しいのか?なぜ難しいのか?という点について説明します。規格にない円筒/パイプを製作する際には引き抜き加工や削り出し加工、ロール加工などが検討されます。
続きを読む





