

TOP > 技術コラム > 板金屋が出来なくないけどやりたくない!微細曲げの世界
板金屋が出来なくないけどやりたくない!微細曲げの世界
微細溶接板金を取扱っている弊社では、溶接に加えて微細曲げのお話も多くいただきます。
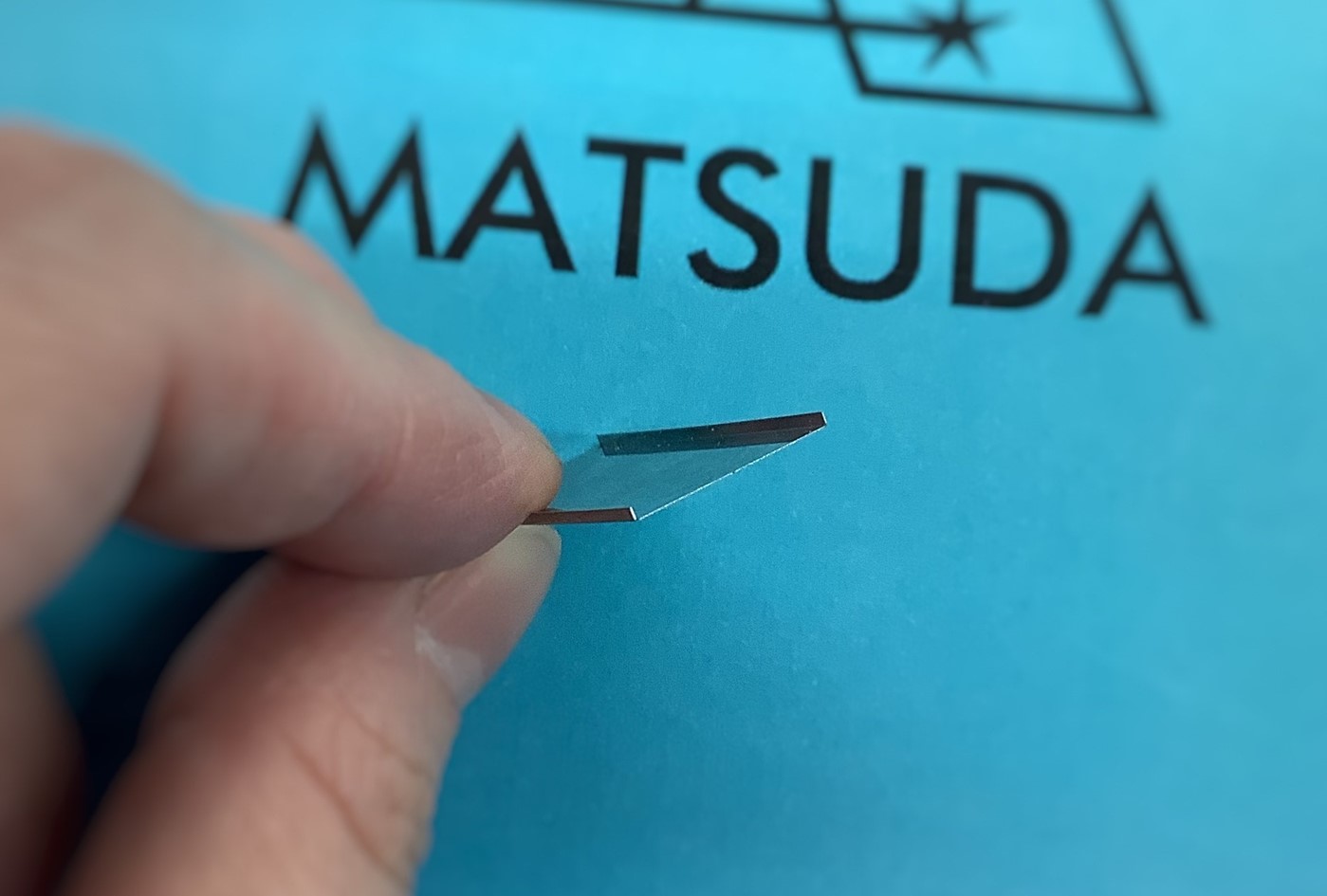
板バネや、部品で1mmにも満たない立ち上がりの曲げを要求されることがあります。
弊社では最小0.6mmの立ち上がり曲げ加工を行っており、基本的には一般的な曲げ加工ですが、
板金屋さんは嫌がるところも多いのです。
それはなぜか。この微細曲げをカタチにするには“曲げの工程に入る前“が面倒なのです。
◆Point1 専用金型
短い立ち上がりには、下型に狭い幅のV金型が必要となります。
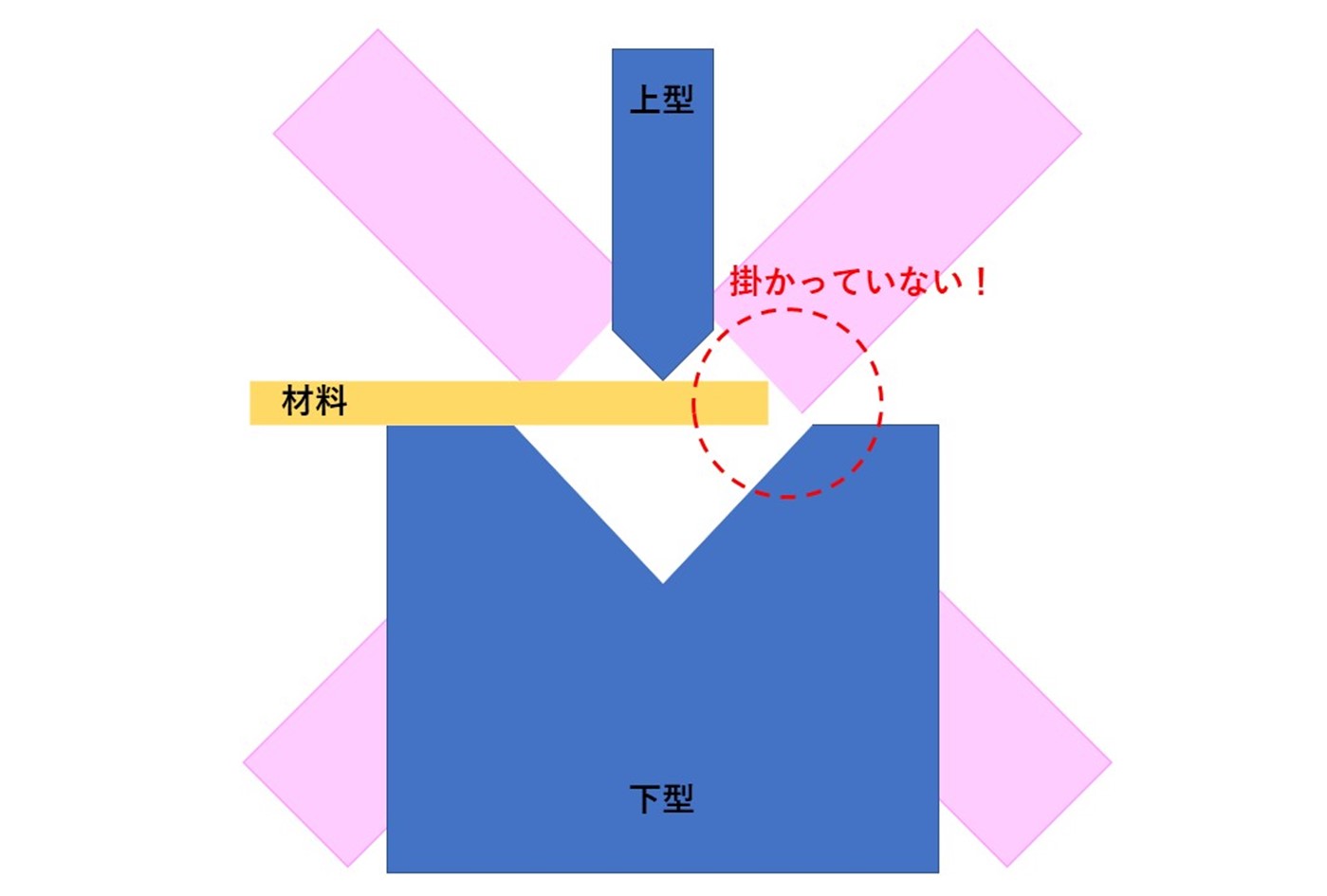
V幅が広いと、材料が下型に掛からず曲げることができません。
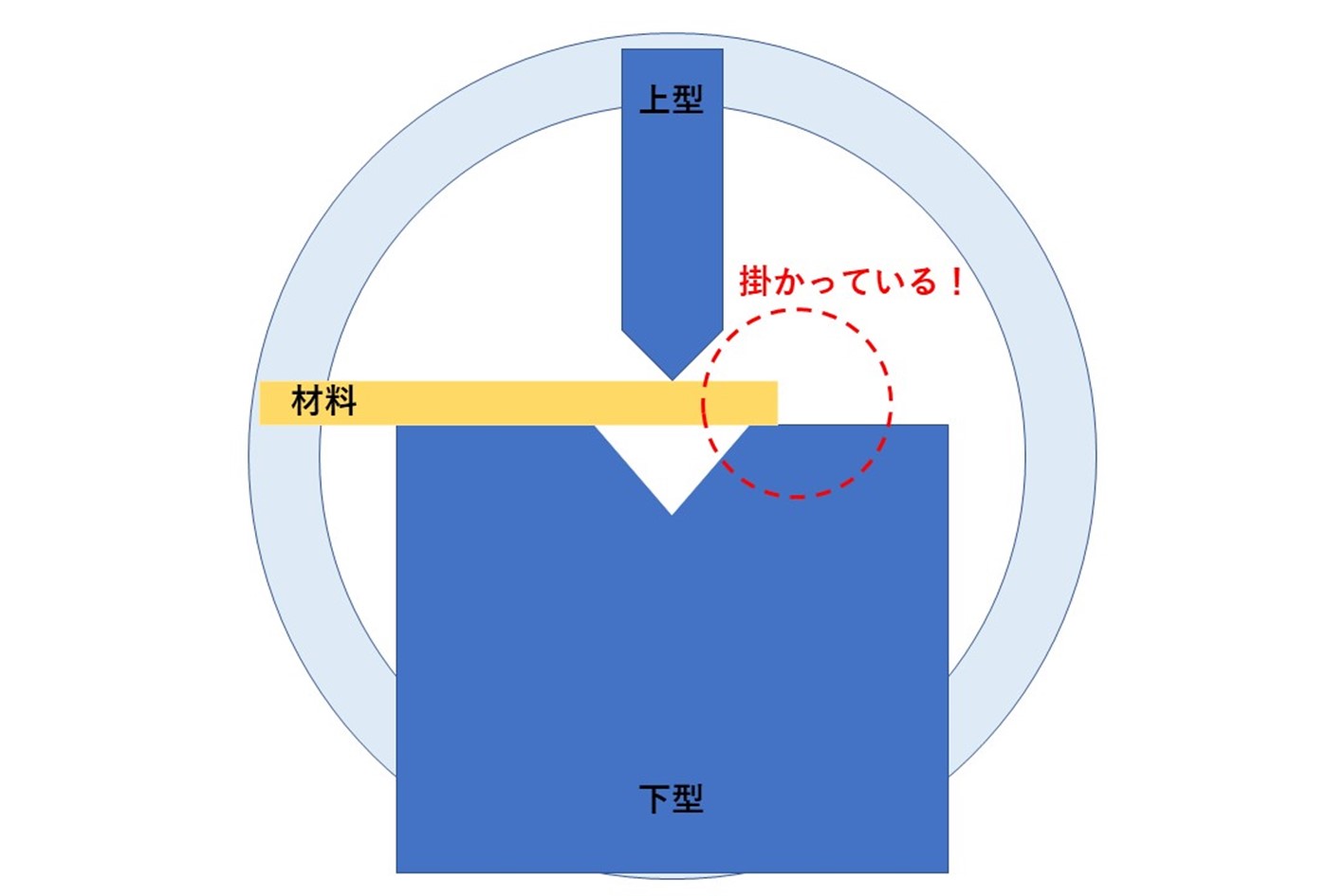
弊社最小曲げは0.6立ち上がりですが、0.6V(L=50mm幅)という専用金型を製作し使用しています。

上型も下型に合わせ通常よりも金型自体の幅を狭く、鋭角なものを製作しています。
ここで覚えていてほしいことは「上型は先端が細く薄くなる為、非常に破損しやすい」ということです!
うっかりぶつけただけでも欠けてしまうので、弊社では保管も通常の金型と分けて取り扱いしております。

◆Point2 セッティング
次はセッティングについてです。
V溝が通常よりも小さく細いため、上型と下型のセッティングは慎重に行います。
噛み合いが悪いと意図しない場所に圧力が掛かり、細く繊細な上型の先端が破損してしまうからです。
また、そんな上型の先端が耐えられる圧力も通常の金型とは違うため、原点圧も設定し直す必要があります。
金型が細い為、圧力が局所的にかかり材料の伸びや破損が起こりやすく、材料と圧力のバランスと見極める必要があります。
さらに曲げ位置を決めるストッパーですが、0.6mmの立ち上がりを製作する場合、機械に付随しているストッパーでは金型にぶつかり使用できません。
弊社では微細加工用のオリジナルストッパーを製作し対応しています。
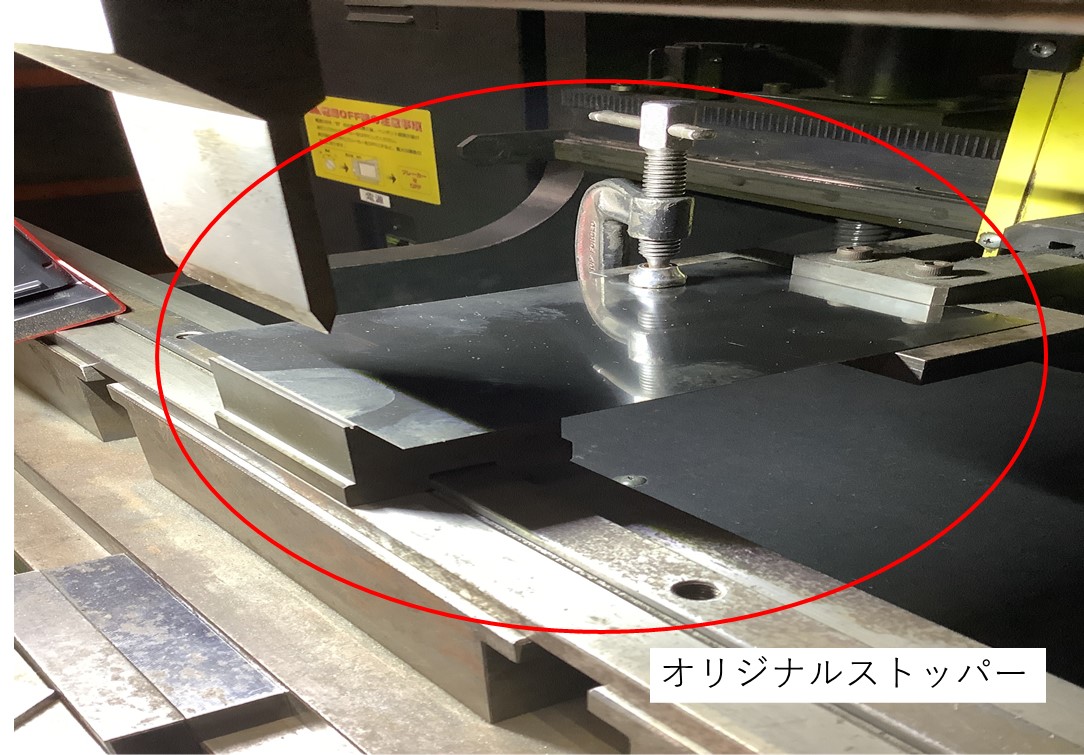

このオリジナルストッパーは、ベンダーに付随しているものではないので、装着後の位置決めは技術者の測定と調整によります。
このように機械にあらかじめ入っている設定とは異なるところが多いため、曲げ加工を熟知した職人が設定・調整する必要があります。
薄板の微細曲げはYouTubeでもご紹介しています。
ちなみに弊社では微細溶接技術を駆使し、曲げ部分を2パーツに分け溶接で成形することもご提案できます。
微細な板金加工についてお困りの際は、総合的に対応出来ます当社にお声掛けください。
微細曲げ加工製品事例:t0.1アース板
お問い合わせはこちらから

