

TOP > 技術コラム > 【リスク回避】今こそ検討すべき、塗装レスのステンレスに代替え活用
【リスク回避】今こそ検討すべき、塗装レスのステンレスに代替え活用
【目次】
2026年の情勢とものづくり
現在のモノづくり業界は、地政学的リスクや原油価格の高騰などにより、厳しい情勢に直面しています。
こうした影響を特に受けているのは塗装工程ではないでしょうか。原油・ナフサ価格の高騰により、塗料に必要なシンナーの不足・価格高騰が発生しており、「加工して塗装する」という工程自体が成り立たなくなる恐れがあります。
その他にも、各種資材やガスの高騰・入手難も重くのしかかっています。例えば、真空装置や半導体製造装置の気密検査に欠かせないヘリウムガスは、世界的な供給不足により価格が高騰しています。また、レーザー加工や溶接用の各種ガスをはじめ、防錆油、梱包資材なども軒並み価格高騰が続いているのが実情です。
板金加工の現場においても上記のような影響がでてきており、代替部品の検討や設計段階からの見直しなど、早急な対策が求められています。
そこで今回は、上記のような問題、特に塗装に関して焦点を当て、具体的にどんな対策ができるのかを詳しく紹介いたします。
「塗装レスのステンレス製品」の活用がポイント
上述のような塗装に関する対策としては、「塗装レスのステンレス製品の活用」が挙げられます。
ステンレスは高いと敬遠される方も多いかもしれませんが、前述の通り、シンナー不足による塗装費用の大幅な値上げや、防錆油のコスト高騰を考慮すると、塗装レスのステンレス材はトータルコストで考えると価格は大きく変わらない可能性があります。むしろ、塗装工程や防錆処理を省くことでリードタイムが短縮され、納期遅延といったリスクを回避できます。
また、コスト高騰や供給不安の波は石油由来の樹脂部品にも及んでおり、ステンレスをはじめとする精密板金への置き換え需要もございます。例えば、工場内の換気扇カバーや装置の保護カバーなどを樹脂製品からステンレスに置き換えることで、経年劣化を防ぐだけでなく、工場内の火災リスクを大幅に低減させることが可能です。
ステンレスに移行する際の注意点
ステンレス製品へと変更する際は下記の5つに注意が必要です。
① 比重と板厚、価格が異なるので、バランスを考慮した設計が必要
当たり前ではありますが、SPCCなどの一般構造用鋼材とSUS304などのステンレスでは、材料自体の比重が異なり、材料価格も一般的にステンレスの方が高価です。しかし、ステンレスは一般的に板金加工で使用されるSPCCなどの鋼材と比較して引張強度が高く、設計要件を見直すことで板厚を薄くできる可能性があります。比重・板厚・コストのバランスを考慮した適切な設計変更を行うことが重要です。
② 外観がそのまま製品仕上がりとなるため、品質を担保できる企業へ依頼する
塗装をする場合は、多少のキズや溶接痕、グラインダーでの仕上げ跡も、上から塗装をしてしまえば隠すことができます。しかし、塗装レスのステンレス製品では、加工後の外観がそのまま製品の仕上がりになります。傷や、溶接痕、仕上げのムラがそのまま見えるため、塗装なしでも外観品質を担保できる精密板金メーカーへ依頼することが必要です。
③ 1mm付近の板厚であれば、薄板板金の実績がある加工メーカーを選ぶ
ステンレスは硬く加工硬化しやすい特性があるため、特に1mm程度の薄板の曲げ加工や溶接には高度な技術が求められます。汎用的な設備や一般的なノウハウだけでは寸法精度を出すのが難しく、仕上がりに大きな差が出ます。そのため、薄板ステンレスの板金加工実績が豊富な、加工メーカーを見極める必要があります。
④ 溶接歪みが発生しやすいため、板厚に応じた最適な工法の選択が必要
ステンレスは鉄などと比較して、熱膨張係数が大きく、熱伝導率が低いという性質があります。つまり、溶接時の熱が逃げにくく、局所的に歪みが発生しやすいです。溶接による歪みを抑えるために、例えば、熱による歪みが出やすい1mmほどの薄板には、ファイバーレーザー溶接機を使用して低入熱で溶接する、強度や溶け込みが必要な中厚板にはTIG溶接を使用するなど、板厚や用途などによって最適な工法を選択する必要があります。
⑤ 精密装置に使用する場合は、電気的性質の考慮も必要
材質を変更する際は、電気的性質の違いにも配慮が必要です。例えば、SUS304は基本的には磁石につかない非磁性ですが、曲げ加工などの強い応力が加わった部分は、組織が変化して磁性を持つことがあります。例えば、センサー周辺や電磁波の影響を嫌う精密装置の設計においては、この特性を考慮しておく必要があります。
ステンレス製品事例をご紹介
事例①:薄板カバー(SUS304 t1.5mm )
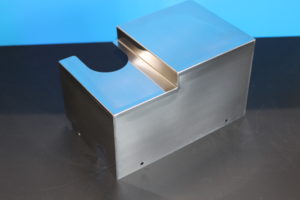
こちらは食品用の機械装置カバーです。精度だけでなく、外観品質も担保する必要があります。ステンレスSUS304のバフ#400という研磨材なので、板金加工を行う中でもキズに細心の注意を払って製作しました。また、この薄板カバーには随所に溶接加工を施しています。1.5mmという厚さなので、強度面も重視しTIG溶接を採用し、ビード仕上げ後バフ研磨を行っています。
事例②:薄板放熱板
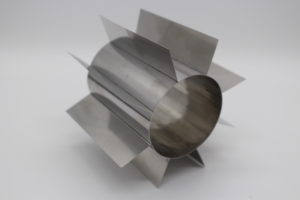
本事例はSUS304製の薄板放熱板で、板厚0.3mmの円筒状の板巻き溶接品に、板厚0.1mmの放熱フィンを接合しています。熱伝導率を向上させるため、円筒部とフィンの接合部にはすべて全周溶接を施しています。通常、薄板の全周溶接は熱により大きな歪みが生じやすいですが、同社の高い溶接技術により、歪みをほとんど起こさずに仕上げられている点が最大の特長です。
ステンレス製品への移行は(株)マツダにお任せください!
ステンレス製の板金加工品へ移行することは、コスト削減だけでなく、納期確保やサプライチェーンの安定化に向けた対策となります。
「この形状をステンレスで作れるか?」「塗装をやめてコストダウンを図りたい」
といった設計段階のお悩みも、当社が最適な工法をご提案いたします。
他社で断られた案件など、お困りの案件がございましたら、お気軽にお問い合わせください。

この記事を書いた人
中村 義人(株式会社マツダ 統括マネージャー)
精密板金に携わって35年以上。幅広い金属加工の知識と経験から蓄積されたノウハウをもとに、
微細溶接の技術は8年前から本格的に技術開拓中。
工場板金検定1級を取得し、実務と資格を両立させた技術力で、板金加工・溶接の現場に貢献しています。

