TOP > 技術コラム > 「思ってたのと違う!」を防ぐ メーカーと打合せをするポイント
「思ってたのと違う!」を防ぐ メーカーと打合せをするポイント
「使用していたら溶接割れが発生したんだけど・・・。」
と残念なご連絡がありました。
製品を納めた際は、しっかり溶接されていたのですが、使用していく中で溶接割れを起こしてしまったようです。
割れてしまった状況を伺うと、何度も繰り返し負荷がかかる部分で使用されていたようで、
手のひらに乗る小部品だったため通常の共付け溶接を採用していましたが、それでは強度が持たなかったようです。
そこで「そういった用途であれば、こういう溶接方法で、こういった修理をしましょう」と改めて提案させていただきました。
【目次】
使用環境・用途が分かれば、溶接方法を選べる
上記のように、期待した出来と違ったり、重視しているポイントがズレた製品になってしまったことはありませんか?
何か製作される際には、必ず役割・目的があるはず。
思い通りの製品を作るには、図面の他にぜひエンジニアに「使用環境・用途」を伝えてください!
|
|
使用環境・用途が分かれば、溶接方法を選べる
〈薄板溶接の種類と方法 —薄板溶接を成功させるポイント―〉
図面に溶接方法の指示がない場合、エンジニアが適切な溶接方法を選びますが、
用途も判断材料のひとつです。
例えば、弊社でt1.0のSUSカバー品を製作する場合
Aさん「回転部で使うので強度が欲しい」
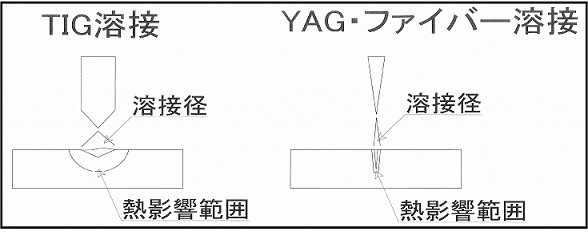
薄板ながら強度を必要とする場合は、YAG溶接機による全周溶接で対応します。
多少の歪みは発生しますが、全周溶接により強度も確保できます。
Bさん「人目につく場所で使うから、強度よりも美観重視で!」
とにかく美観!という場合は、ファイバー溶接機による片面溶接で対応します。
熱影響による歪みがかなり抑えられ、溶接した跡も美しく仕上がります。
Tig溶接・YAG溶接・ファイバー溶接の特徴と違いは、こちらで詳しくまとめております。
|
もちろん開発案件などは、公開できる情報も限られることもあるかと思いますが、
「〈商品名〉の△△開発のために○○部品の試作で、××試験に使う」というような非常に詳しい内容でなくとも、用途や使用環境を共有できることで最適な加工方法を選べ、より理想的な製品製作に繋がります。
加工を選べるエンジニアに相談する
もちろん、板厚や形状によっても溶接方法は変わるため、用途と合わせ総合的に検討する必要があり、溶接の種類を持っているエンジニアにご相談する方がいいでしょう。
加工についての相談はこちらから
|
>お問い合わせ・ご相談はこちら

この記事を書いた人
中村 義人(株式会社マツダ 統括マネージャー)
精密板金に携わって35年以上。幅広い金属加工の知識と経験から蓄積されたノウハウをもとに、
微細溶接の技術は8年前から本格的に技術開拓中。
工場板金検定1級を取得し、実務と資格を両立させた技術力で、板金加工・溶接の現場に貢献しています。