

アルミの特性と溶接が難しい理由
今回ご紹介させていただくのは、アルミの溶接についてです。アルミ特有の性質が原因で、ステンレスや鉄よりも溶接難易度が高いです。今回はその溶接を難しくさせるアルミ特有の性質と共にアルミを溶接する際の適切な溶接方法についてご紹介します。
【目次】
溶接を難しくさせるアルミ特性
①熱によって溶けやすい
アルミの溶接が難しい理由の1つ目は、『熱によって溶けやすい』です。
アルミの融点は660℃で、他の金属と比較すると極めて低く、溶けるのが早い金属です。鉄の融点1540℃やステンレスの融点1400℃と比較すると一目瞭然で、アルミの溶接では母材がすぐに溶け落ちてしまいます。したがって母材に対する入熱管理を細かく行い、溶け落ちを防がなければなりません。
②熱によって歪みやすい
アルミの溶接が難しい理由の2つ目は、『熱によって歪みやすい』です。
アルミは熱伝導率に優れており、鉄のおよそ3倍、ステンレスの5倍以上です。熱伝導率の高さは熱の伝わりやすさを表しており、溶接箇所が解け始めた頃には部材全体が高温になってしまう程です。高温になれば、熱を吸収した自由電子が活発に動くために歪みが生じてしまいます。熱による歪みを抑えるために、溶接時間を短縮しなければなりません。
③アルミの表面に酸化被膜が生成される
アルミの溶接が難しい理由の3つ目は、『アルミの表面に酸化被膜が生成される』です。
アルミは酸化しやすい特性を持ち、空気に触れると数nm程度の薄い酸化被膜を形成します。この酸化皮膜は融点が2000℃とアルミの融点より1300℃以上高く、被膜を除去しなければ、アルミ自体が溶け落ちてしまったり、ひずみが生じやすくなったりします。そのため溶接前には、事前に酸化皮膜を除去しなければなりません。
④ブローホールが生じやすい
アルミの溶接が難しい理由の4つ目は、『ブローホールが生じやすい』です。
ブローホールとは窒素、一酸化炭素、水素等のガス成分などの巻き込みにより発生する溶接金属内の気孔のことです。ブローホールは見た目の美しさも損なわせることはもちろんのこと、溶接部の強度や密着性を低下させ、溶接割れを引き起こします。特にアルミの溶接では、酸化皮膜に含まれる不純物や大気中の水分が主な原因となりますので、酸化被膜の除去を始めとする溶接金属の管理を徹底しなければいけません。
アルミ溶接における最適な溶接方法とは?
先程解説した4つの理由からアルミ溶接は困難です。さらに板厚が薄くなればなるほど、溶接歪みが増しますので、よりシビアな溶接条件の設定が必要となります。当社では、アルミの特性を理解した上で、最適な溶接方法を選択し、熱の入れ方・逃がし方を適正化して、歪みを最小限に抑えております。ここでは当社が採用するアルミの溶接方法についてご紹介します。
①交流のTig溶接機を活用
TIG溶接は使用する材料によって使い分けられます。鉄やステンレスの場合は直流でTig溶接を行い、一方のアルミの場合は交流でTig溶接を行います。アルミは酸化被膜を除去しなければならないため、母材側を陰極にしてアークのクリーニング作用を利用する必要があります。しかし、母材を陰極にするとタングステン電極は陽極となり、電極側へのアークの入熱量が大きくなるため、電極消耗が激しくなります。さらに、陰極点が母材表面を走り回ることで入熱が分散されるため、溶込みも浅くなります。これらの問題を解決するために、クリーニング作用を確保しつつ、電極消耗を極力抑えながら、溶込みを確保できる交流のTIG溶接が採用されています。
②特殊なファイバーレーザー溶接機を活用
アルミの薄板溶接で外観も品質も重視する場合は、ファイバーレーザー溶接が使用されます。ファイバーレーザー溶接は、レーザーのエネルギー密度が高く連続発振のため、短時間で熱を加えることが可能です。またビードの幅に対して溶け込みが深いため、母材に余計な熱が伝わりません。これらの2点がアルミの溶接歪みを抑えることにつながり、板厚0.1mmの超薄板溶接でも加工がが可能となります。
アルミの薄板溶接の製作事例
これまでアルミの溶接が難しい理由についてご紹介してきましたが、アルミ製品は非常に有益な特徴を持った材質であり、多くの製品で利用されています。(株)マツダは長年の薄板板金の知見から技術力が求められるアルミの溶接品を多数納品してまいりました。ここでは当社が製作した溶接品をご紹介いたします。
①板厚1.0mmのアルミ製薄板箱型溶接品
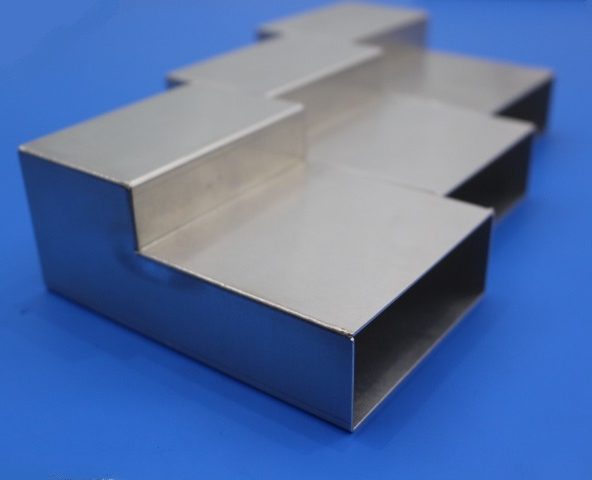
本製品はt1.0のアルミ溶接ボックスで、新しく導入したファイバーレーザー溶接機と最新の薄板溶接ノウハウが合わさることでキレイなビードを出しながら安定した生産が可能となりました。
②板厚0.1mmのアルミ製100角サイコロ

本製品は1辺の長さ100mmで12辺ございますが、全て全周溶接しております。
大きな歪みや溶け落ちによる穴がなく、高品質な製品製作を実現しております。
製作の様子をYouTubeで公開しております。
>>板厚0.1mmのアルミ製サイコロの製作について、こちらの動画ご覧ください。
アルミの薄板溶接のことなら、マツダにお任せください!
アルミの薄板溶接が可能な板厚は、溶接の種類によって異なります。通常の溶接条件であれば、TIG溶接では1mm厚、ファイバーレーザー溶接では0.5mm厚程度となります。なお、当社は保有する特殊なファイバーレーザー溶接機を駆使することで、大きな歪みなく0.1mm厚の薄板溶接を実現いたします。
「アルミを軽量化で使いたい・・・」
「アルミ溶接でどうしても穴が空いてしまって困っている・・・」
「一度サンプルを作成してみたいんだけど・・・」
とお悩みの際は、微細溶接・薄板溶接のマツダまでお問い合わせください。

この記事を書いた人
中村 義人(株式会社マツダ 統括マネージャー)
精密板金に携わって35年以上。幅広い金属加工の知識と経験から蓄積されたノウハウをもとに、
微細溶接の技術は8年前から本格的に技術開拓中。
工場板金検定1級を取得し、実務と資格を両立させた技術力で、板金加工・溶接の現場に貢献しています。

